Ausgangslage:
In vielen Bereichen der Industrie werden zunehmend Produkte aus Flüssigsilikonkautschuk (Liquid Silicone Rubber (LSR)) eingesetzt. Grund dafür sind die im Vergleich zu thermoplastischen Materialien herausragenden Materialeigenschaften. Beispielsweise bietet das Material Dauertemperatur-Beständigkeit im Bereich von -50 °C bis 230 °C und annähernd unveränderte gummimechanische Eigenschaften über den gesamten Temperatur-Einsatzbereich. Weiterhin sind die fast konstanten elektrischen Eigenschaften, die hervorragende Alterungs- und Witterungsbeständigkeit sowie Ozon- und UV-Stabilität und die zusätzlichen Material-Einstellungsmöglichkeiten wie ölausschwitzend (selbstschmierend), verminderte Entflammbarkeit, erhöhte Transparenz oder erhöhte Shore-A-Härte zu nennen. Dadurch ergeben sich unzählige Einsatzbereiche.
Ziele:
Die oben genannten Materialeigenschaften stellen mit Blick auf die Formgebung des LSR-Materials aktuell noch eine große Herausforderung dar. So müssen derzeit bei der Fertigung von Spritzgießwerkzeugen noch kosten-/ und aufwandsintensive Iterationsschleifen gedreht werden, die mit einem Konstruktionsverfahren, das sofort die richtige Konstruktion neuer Werkzeuge ermöglicht, überflüssig wären. Zusätzlich wären neben der erheblichen Effizienzsteigerung auch Materialvorteile in vielen weiteren Bereichen und Bauteilen möglich.
Das Ziel des Projekts ist, dadurch LSR-Spritzgießwerkzeuge, die effizient arbeiten und kein Vakuum benötigen, „first-time-right“ konstruieren zu können.
Ablauf:
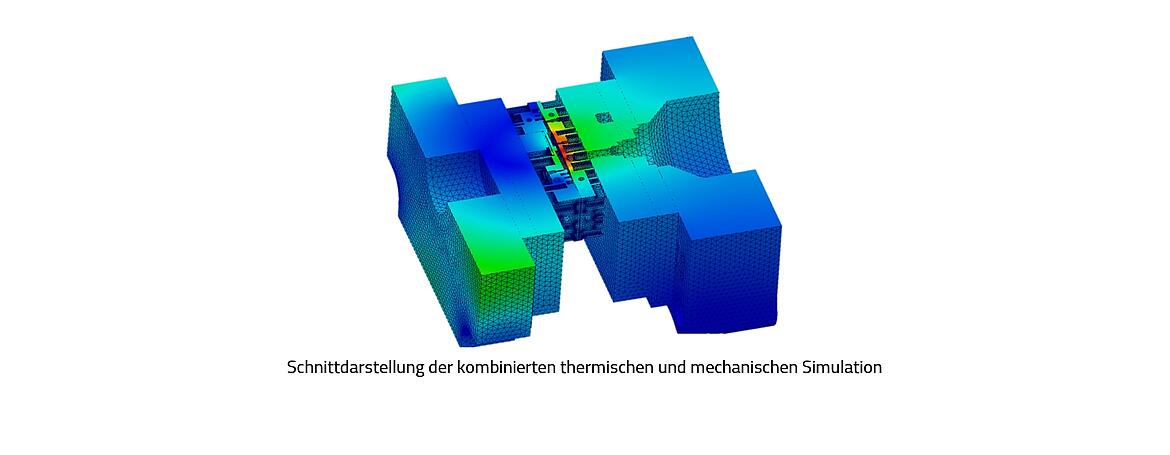
Um das Projektziel zu erreichen, wird erstmals ein Konstruktions- und Simulationsworkflow, der mechanische, thermische, fluidmechanische und reaktive Simulationen nutzt, speziell für LSR-Verarbeitung entwickelt. Durch eine neuartige Kombination von sehr geringer thermischer Trägheit mit einer variothermen, konturnahen Fluidtemperierung soll die Effizienz erhöht werden und durch eine präzise Vernetzungssteuerung soll eine Selbstabdichtung des Werkzeugs durch das LSR-Material erfolgen, sodass kein Vakuum mehr nötig ist. Dadurch können mit dem neuen Verfahren konstruierte Werkzeuge eine wesentlich kleinere Taktzeit bei verringertem Energiebedarf sowie erheblich längere Standzeiten erreichen.