Das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW), der Leibniz Universität Hannover, beschäftigt sich mit allen Aspekten der spanenden Fertigungstechnik: vom Zerspanungsprozess über die Maschinenentwicklung bis zur Fertigungsplanung und -organisation. Dabei verbindet das Institut experimentelle, theoretische und simulationsgestützte Methoden und deckt sowohl Grundlagenforschung als auch praxisnahe Forschung und Entwicklung ab. Die enge Verzahnung von Universität und Industrie ist dabei ein elementarer Bestandteil. Für das Forschungs- und Entwicklungsvorhaben „Entwicklung eines Werkzeuges für die spanende Knochenbearbeitung zur Vermeidung thermisch induzierter Osteonekrose“ (WesKo) hat sich das IFW an toolcraft gewandt. Das Bundesministerium für Wirtschaft und Energie hat im Rahmen des zentralen Innovationsprogrammes Mittelstand (ZIM) das Vorhaben finanziell gefördert.
Kunde:
Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover
www.ifw.uni-hannover.de
Die Ausgangslage:
Innovatives Verfahren für innovative Produkte
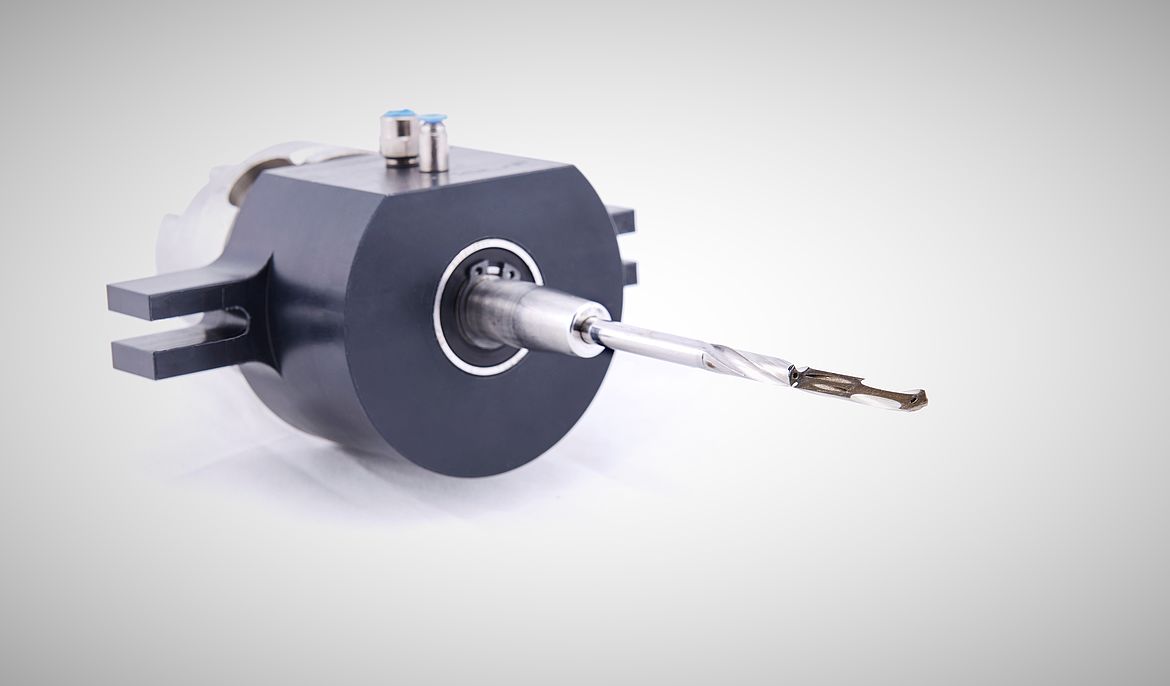
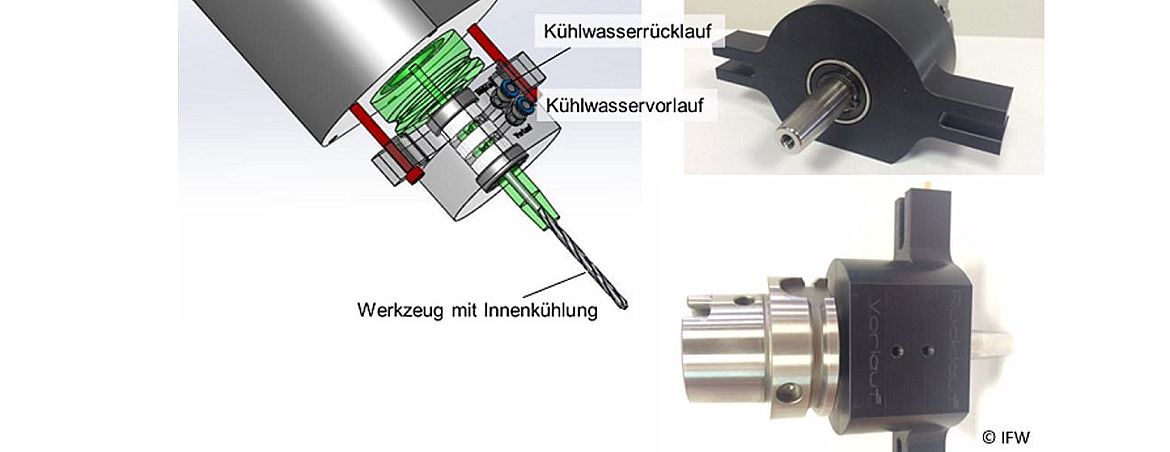
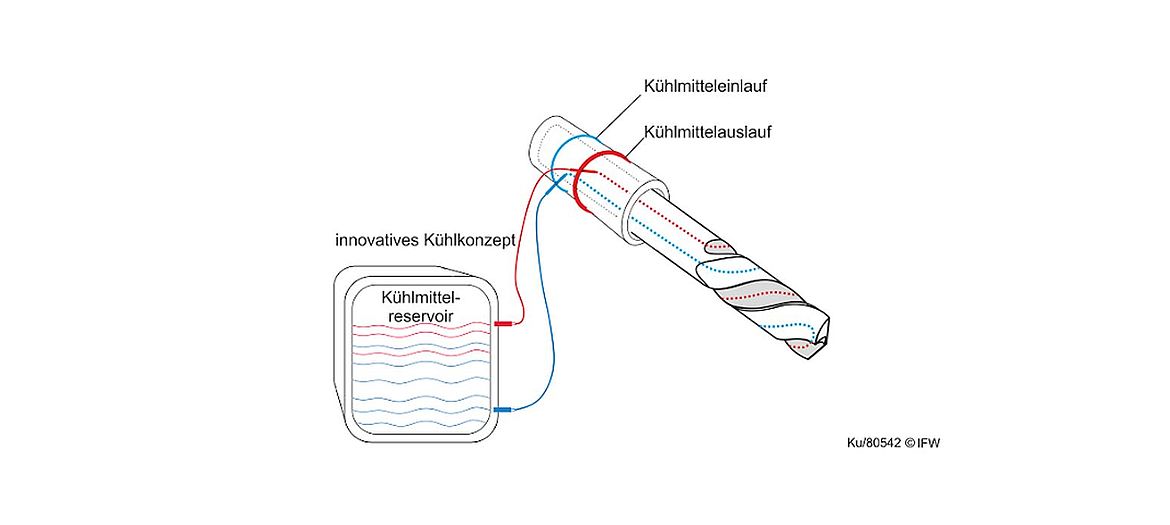
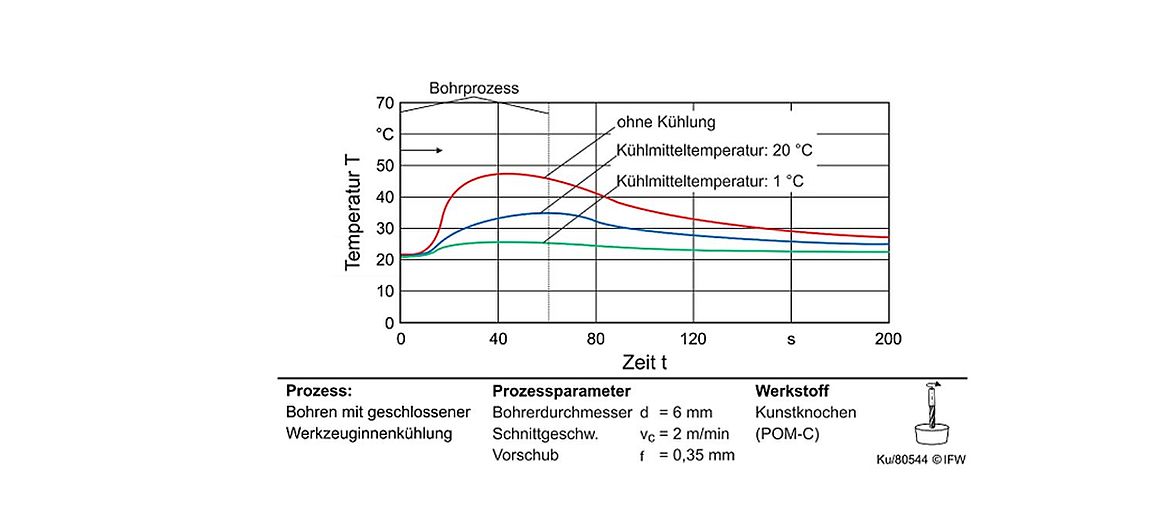
Bei der spanenden Bearbeitung von Knochen kann es aufgrund der entstehenden Hitze zu Gewebeschäden kommen. Diese treten ab einer Temperatur von ca. 48°C auf. Durch Kühlung des Werkzeuges besteht die Gefahr, dass Fluid in die Wunde gelangt. Daher ist der Einsatz von konventionellen Werkzeugen mit Kühlung nicht möglich. Bislang erfolgen Operationen iterativ, d.h. das Bohren wird immer wieder unterbrochen, um die Temperatur möglichst niedrig zu halten. Durch das Metall-Laserschmelzen ist die Herstellung von Bohrern mit integrierten Kühlkanälen möglich. So kann der Kühlstoff innerhalb des Werkzeuges fließen – entlang der Helix und wieder zurück zur Werkzeugaufnahme – ohne in die Wunde zu gelangen. Zusätzlich entwickelte toolcraft einen nicht rotierenden Vorspindelaufsatz mit Zu- und Abflussfunktion für das Kühlmittel. Ein angeschlossenes Kühlmittelreservoir mit Pumpe stellt die kontinuierliche Versorgung sicher.
Die Herausforderung:
Durchgängig niedrige Temperaturen
Als Vorlage für den innengekühlten Prototypen diente ein herkömmlicher Knochenbohrer mit einem Durchmesser von 6 mm. Die Geometrie musste erhalten bleiben, um den Umstieg der Anwender zu erleichtern. Zudem ist die medizinische Verträglichkeit des Materials unabdingbar. Ein Vor- und Rücklauf sorgt für einen ständigen Kühlmittelfluss. Die innenliegenden kreisförmigen Kühlkanäle mit einem Durchmesser von 1,2 mm leiten die thermische Energie weg von der Werkzeugschneide. Um die Kühlmittelzu- und -abfuhr zu ermöglichen, wurden Horizontalbohrungen eingebracht, die den Kühlkreislauf mit dem Bohrer verbinden. Zur Fixierung des Verteilers ist ein Einstich für einen Sicherungsring vorhanden. Eine weitere Herausforderung stellte das Abdichten der beiden Kammern im Verteiler dar.
Die Vorgehensweise:
Schicht für Schicht zum Erfolg
- Zusammenstellung eines Projektteams zwischen IFW, toolcraft und Schmidt WFT
- Definition der Kühlleistung und Auslegung bezüglich Durchflussvolumen, Temperatur und Wärmekapazität des Kühlmediums
- Entwickeln einer Methodik zum Einbringen eines geschlossenen Kühlkreislaufs in das Werkzeugsubstrat unter Erhalt der Werkzeugstabilität und der Prozessfähigkeit des Werkzeugs
- Auswahl des Materials (biokompatibler Werkstoff 1.4404)
- Planung der geometrischen Beschaffenheit des Bohrers sowie der innenliegenden Kühlkanäle mittels CAD- und Simulationssoftware (Schmidt WFT)
- Herstellung des Bohrers im 3D-Druckverfahren
- Zerspantechnische Nachbearbeitung auf Endmaß
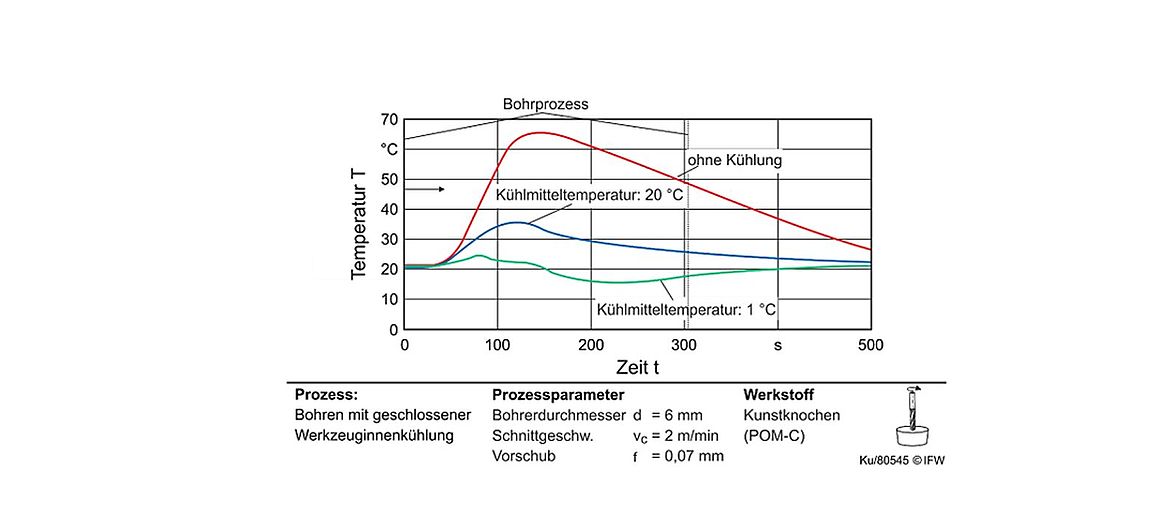
- Einsatzuntersuchungen durch IFW - Bohren und gleichzeitiges Messen der Prozesstemperatur im Knochen (Kunst- und Rinderknochen)
- Einsatz von Wasser als Kühlmittel
- Referenztemperaturmessungen mit ausgeschalteter und eingeschalteter Werkzeugkühlung sowie größerem und geringerem Vorschub
Das Ergebnis:
Metall-Laserschmelzen erobert Operationssaal
Die Ergebnisse der Bohruntersuchungen zeigen eine signifikante Temperaturreduzierung (um bis zu 70%) mit dem innovativen Bohrwerkzeug. Geringe Vorschübe können nicht mehr zu erhöhten Temperaturen führen, da die Innenkühlung die Temperaturentwicklung ausgleicht. Somit beeinflusst die Wahl eines geeigneten Werkzeuges maßgeblich den Erfolg einer Operation am Knochen. Die Problematik der Knochenschädigung durch zu hohe Prozesstemperaturen besteht bei fast allen Knochenbearbeitungsoperationen. Daher könnte die Technologie auch bei der Herstellung von beispielsweise Sägewerkzeugen Anwendung finden.